电热元件的连接
栏目:热处理知识;
作者:热处理工业炉;
点击次数:0;
发布时间:2015-04-02
关键词:电热元件, 加热元件, 铁铬铝, 镍铬, 带状电热元件, 线状电热元件, 电热带, 电热丝, 电阻带, 电阻丝, 电炉丝, 电炉带, 搭焊, 钻孔焊, 引出棒, 绝缘子, 铣槽焊, 热处理, 电弧焊, 氩弧焊, 氧乙炔焊, 电炉, 工业炉,
Tag标签:带状电热元件,引出棒,电炉,搭焊,电热元件,氩弧焊,电热带,电阻丝,铣槽焊,氧乙炔焊,热处理,线状电热元件,电炉带,镍铬,工业炉,电阻带,电弧焊,电热丝,加热元件,绝缘子,

电热元件的连接
电热元件之间、电热元件与引出棒之间用焊接方法连接;引出棒与金属炉架之间用连接装置连接;引出棒与电缆之间则通过接线板连接。
铁铬铝合金为单相铁基固溶体组织,焊接时会使晶粒粗大,且不能用热处理的方法使其细化,因此要求快速焊接以限制受热范围及过热程度,一般采用焊条电弧焊,最好用氩氟焊;镍铬合金焊接性能好,可用焊条电弧焊或氧乙炔焊,所有焊条应与电热元件材料相同。对于铁铬铝元件,炉温低于950℃时,可用镍铬合金焊条焊接;炉温高于950℃时,应采用铁铬铝焊条焊接。
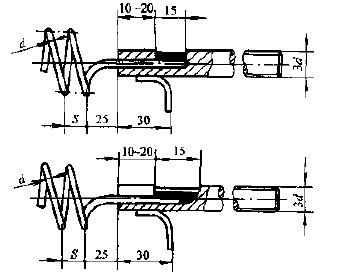
1、电热元件与引出棒的焊接:
为降低引出棒与接线板连接处的温度,引出棒的直径应等于或大于电热元件直径的3倍。引出棒材质一般采用耐热钢,低温下可使用碳素钢,截面多为圆形,也可为矩形。
线状铁铬铝元件(电热丝,电阻丝,电炉丝)与引出棒一般采用钻孔焊或铣槽焊;线状及带状镍铬元件(电热带,电阻带,电路带)与引出棒多采用搭焊。为保证焊接区电热元件的强度,搭焊时端部应留有5~10mm的不焊接区。
当采用低碳钢为引出棒时,线状镍铬电热元件及铁铬铝电热元件与引出棒均采用搭焊;带状电热元件与引出棒要保证焊接面积最大。焊接处在炉墙内所处的温度均不应超过600℃。否则产生氧化皮脱落后有造成电热元件短路的危险。
2、电热元件间的焊接:
线状铁铬铝元件间的焊接一般采用钻孔焊或铣槽焊;线状镍铬电热元件间的焊接采用搭焊;带状镍铬电热元件及铁铬铝电热元件间多采用搭焊。
3、引出棒与金属炉壳的连接:
引出棒与炉壳的连接必须保证密封、牢固、绝缘和拆卸方便。引出棒插在中央,用绝缘子及密封填料与炉体金属壳体绝缘并密封,常用刚玉管绝缘和防止热量传导。用螺母与炉壳固定,引出棒端头有金属接线板与电缆连接。
上一篇:电焊工安全操作注意事项,下一篇:淬火油槽搅拌系统的安装
相关内容: